李俊敏 丁振桓(南京理工大學紫金學院,江蘇南京210023)
摘要:利用數字孿生技術,以生產流程、設備和工藝的數字化模型為基礎,參照企業實際自動化生產線。將生產線的主要功能保存完好的前提下,結合了IOA虛擬仿真軟件,優化了自動化產線設計流程,設計了集送料、加工、裝配、輸送和分揀功能單元的自動化產線設備。為同類的自動化生產單元的設計提供了參考,具有一定的實際工程價值。
關鍵詞:自動化產線;S71500;虛擬仿真;數字孿生
為了提高市場競爭中的核心競爭力,各個公司大力培養出尖端的科研技術人員對自動化生產線進行研發和更新[1]。基于PLC技術設計了集送料、加工、裝配、運輸和識別分揀功能單元的智能生產線。PLC將實時控制設備的生產,配合氣動機械臂實現物料的加工傳遞,通過數字化的控制程序,保證了實時信號的傳輸可靠性,做到實體設備與虛擬生產單元相互合作的模擬生產,既縮減了成本,提高了生產效率,又能提前規劃設備的需求類型,使得企業得以擁有核心競爭力[2]。
1 控制系統總體設計
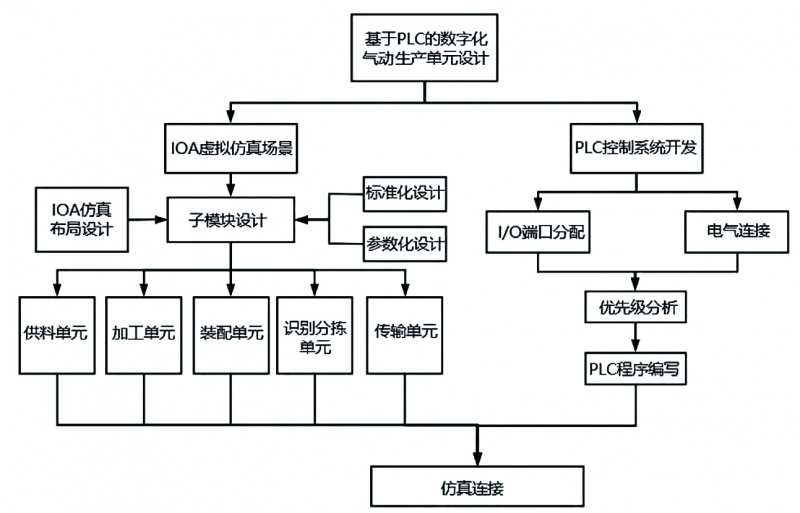
根據系統設計的任務要求和可行性分析,進行模塊化設計[3]。設計出如圖1所示的總體系統圖。本設計共分為兩部分:PLC控制系統和IOA虛擬仿真場景搭建。在IOA虛擬場景中共有傳輸單元、供料單元、加工單元、裝配單元、識別分揀單元五個模塊。
圖1總體系統圖
2 系統硬件設計
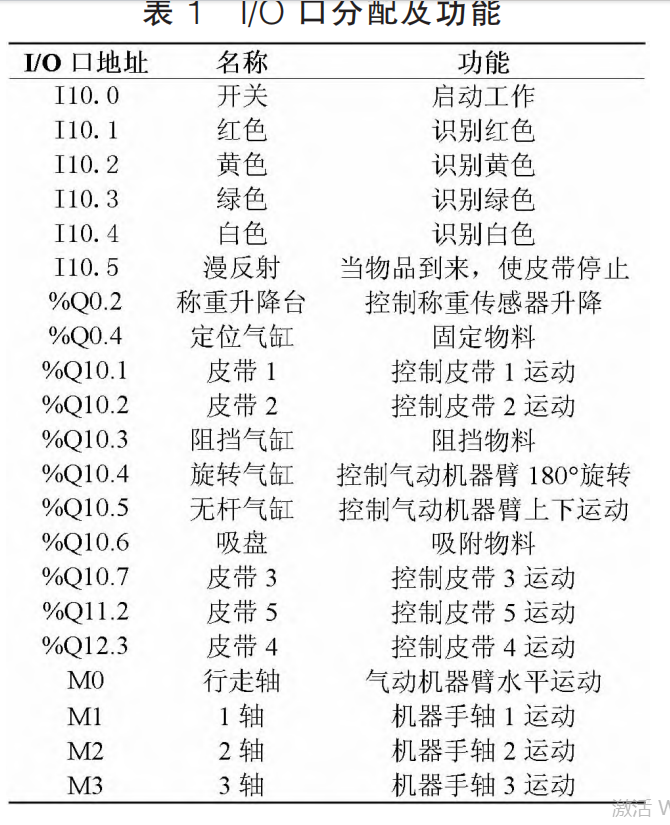
本設計采用德國西門子S7-1500系列CPU1512作為控制器來控制整個流程,硬件11個輸入繼電器,11個輸出繼電器和4個輔助繼電器。在IOA仿真軟件中賦予所需的器件IO地址。表1為控制系統各器件在西門子中對應分配I/O口和功能的部分關系表,其中,I10.0是整個系統工作的總開關,I10.1到I10.5系統對物料狀態,以便對物料進行分揀和出入庫。M0到M3是輔助繼電器,控制氣動機器臂和四軸機器手完成一系列的動作。
表1I/O口分配及功能
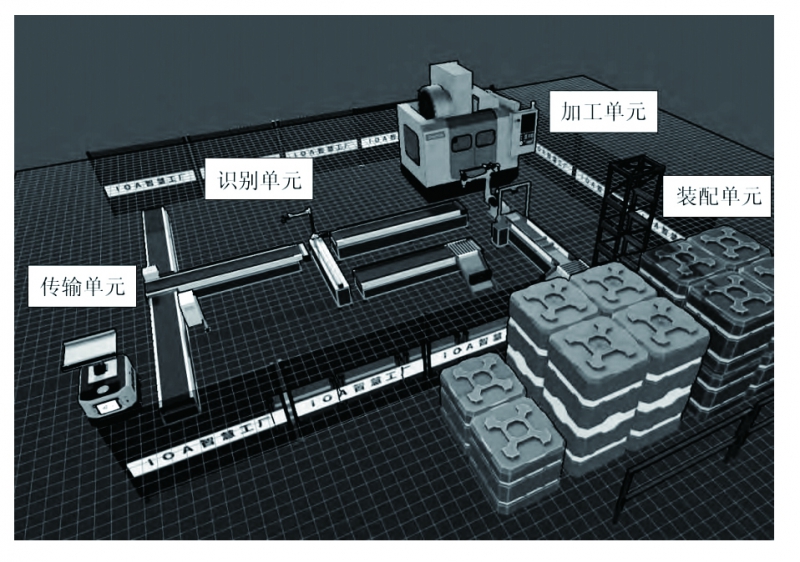
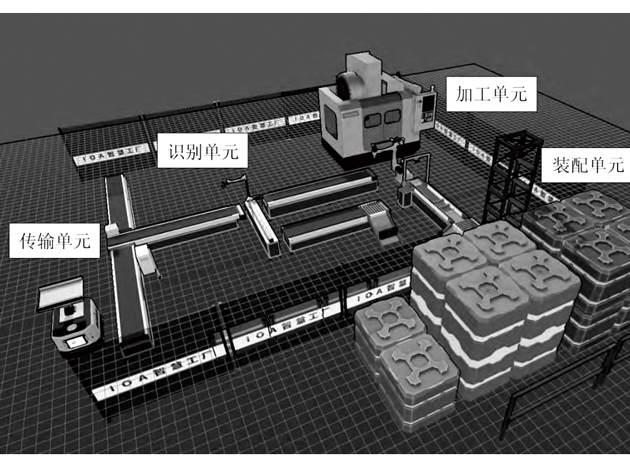
圖2控制系統場景布局
3 IOA場景搭建及仿真
3.1 IOA場景搭建
本文主要采用西門子PLC控制與IOA軟件通信,實現自動化的仿真[4]。如圖2所示。通過IOA仿真搭建出總體場景布局圖,傳輸單元、供料單元、加工單元、裝配單元、識別分揀單元五個部分組成。傳輸單元主要由傳送帶構成,當運動開始時,傳送帶會自動不停地轉動來輸送物料,直到傳感器識別到物品的時候才會停止轉動。供料單元是在倉庫送料區和物料集中區,上料機將運送過來的物料通過托盤放置到傳送帶上。加工單元是待加工物件到達漫反射傳感器處,傳送帶停止,機器手抓取物件送至數控機床中,并進行加工等待,待數控車床加工完畢后,機器手將夾取加工品放置于雙皮帶上。裝配單元加工品在放置于雙皮帶后會落在稱重傳感器上,待稱重傳感器值穩定后,系統會將其與標準值進行比較,如果差值在額定范圍之內,則為成品,升降機會下降,通過雙皮帶傳送至十字轉向處,此時十字轉向為X軸運動,將成品送入貨架之中[5];否則十字轉向則會向Y軸運動,將殘次品送入垃圾堆,等待處理。識別分揀單元物料在傳送單元進行上料和集中之后,會在傳送帶上統一進行分揀處理,在傳送帶的末端有傳感器,可以識別物料的類型,并根據要求的不同進行不同的處理,然后由氣動機器手進行夾取分揀。
3.2 仿真運行及優化
為了驗證場景搭建所存在的問題,通過仿真嘗試控制流水線的自動運行,在生產開始時,傳送帶開始運動,物料生成,傳輸單元開始將不同的物料集中到傳送帶上,等待分揀。當傳感器感受到物塊到達指定位置時,傳送帶停止運行,并對物塊的顏色進行判斷,判斷該物塊應該運送到哪一條傳送帶上,如圖3所示。
圖3仿真運行場景
機器手下降,凹圓阻攔末端的吸盤氣動,將物塊吸住,準備進行運輸,傳送帶回復運行。機器手將物料放置在加工傳送帶上,將可加工物料送至加工單元,將不可加工物料放置于回收單元。物料進入加工單元后,傳送帶開始運行,機器手準備就緒,當傳送帶末端傳感器接收到物料到達信號后,機器手執行夾取動作,將物料放至加工機床內處,等待加工完成。待物料加工完成之后,機器手會將物料送至裝配單元,放至在稱重傳感器上進行問題檢測。之后升降臺將會啟動,將物料送至傳送帶上進行入庫。
4 系統軟件設計
為了保證生產單元的功能滿足實際的生產要求,對智能生產線的供料單元、識別分揀單元、傳輸單元、加工單元和裝配單元五個部分控制軟件進行設計。
4.1 總體程序設計
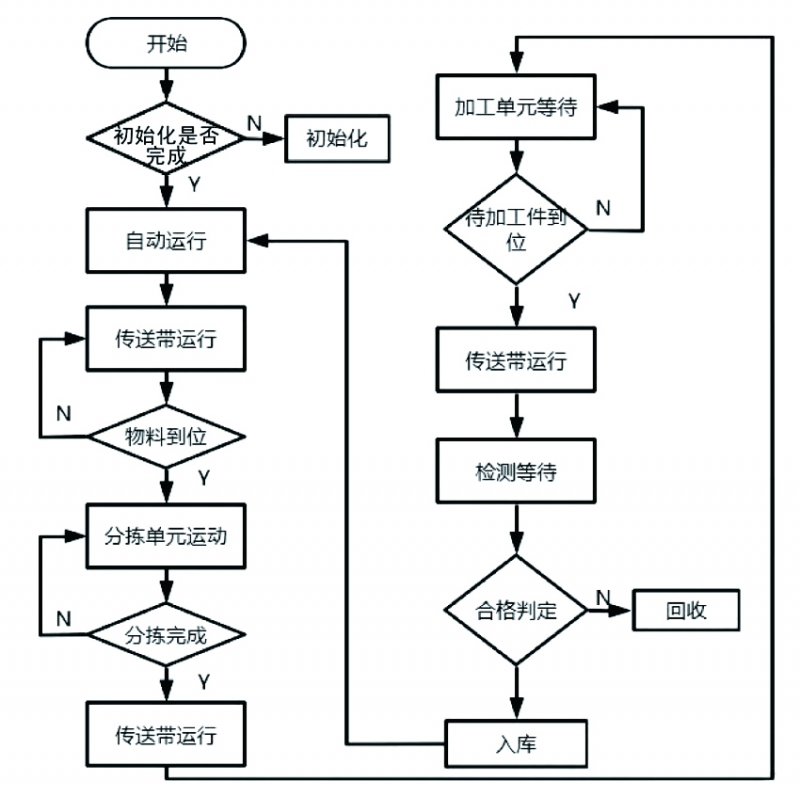
程序設計在西門子自動化控制設備的通用軟件TIA博途軟件完成。如圖4為系統程序總體流程圖:
圖4總體運行流程圖
如圖4所示,按下開始按鈕后,生產線開始啟動,此時,皮帶開始運行,機器手、氣動機器臂以及行走軸開始復位,當所有設備處于初始狀態時,初始化完成標志點亮,產線開始自動運行。生產開始時,傳輸單元皮帶開始運動,上料機將物塊放置于傳送帶上,傳送帶末端傳感器判斷物料是否到位,當物塊到達傳動帶末端,分揀單元中的氣動機器臂開始運動,在設置好的取料點進行取料,并根據物料的類型,放置在加工傳送帶或者回收傳送帶。
當物料放置在加工傳送帶時,加工傳送帶開始運動,物料送至待加工處,機器手夾取物料并送入數控加工中心加工,計時器打開,等待加工完成,此時傳送帶繼續運行至下一個物料到達,傳送帶停止運行。待加工完成后,機器手將成品夾取至稱重傳感器處,進行判定,判定合格,十字傳送帶X軸運行,將成品入庫;判定為不合格,十字傳送帶Y軸運行,將殘次品送入回收。開始循環生產。
4.2 生產單元設計
(1)供料、傳輸單元程序控制
傳送帶的運動,是最基礎的控制,也是自動化流水線的基石。因此在控制傳送帶運動時,需要合理規劃好傳送帶運動的優先級,在檢測物料、夾取物料、加工物料時,要保證傳送帶的靜止,防止出現檢測物體與夾取物體不一致的情況。輸出信號Q11.3和Q11.4來控制運動的上料機,當物料到達上料機時,PLC會發出上料指令控制氣動上料機,將物塊搬運到傳送帶上。輸入信號I11.6和I11.7,是上料機的氣缸兩端位置處傳感器的信號,當氣缸處于起點或者終點時,會產生不同的信號,以此來判斷此時的上料機位置。部分傳送啟動程序如圖5所示:
圖5部分傳送啟動程序
(2)識別分揀單元控制程序設計
當傳感器識別了物塊的顏色準備進行分揀時,先將此時的顏色進行反饋。如圖6所示,分揀單元的需要根據物料的種類不同,將其送至傳送帶的不同位置。設計中的位置位置有三個:取料點、加工件放料點、其他物料放料點。在經過測量確定了位置數據之后,將三個地址存到了DB塊的IOA數組之中,在使用時,根據場景需求的不同,利用單軸伺服來控制機器手前往不同的位置。
圖6識別分揀程序
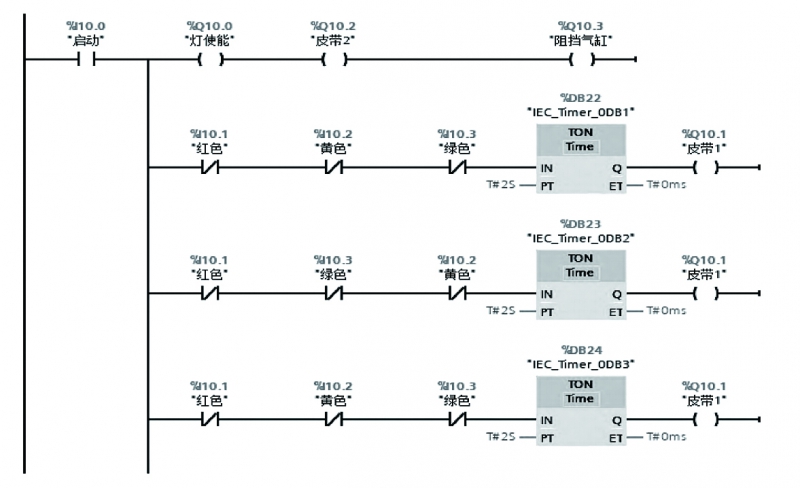
(3)加工單元控制程序設計
機器手由伺服電機M1、M2、M3控制來保證其靈活地運動到指定的位置。在加工過程中,機器手處于待命狀態,定時器可以根據車床加工物料的不同,產生不同時間的定時。輸出變量Q10.5,在運輸時控制機器手的伺服軸使能,使得機器手的位置能夠受控制,如圖7所示。
圖7加工延時程序設計
5 結束語
在仿真調試中,通過對軟件進行測試,所有的物件都被傳送到加工傳送帶上,基本功能均能夠實現,可以進行仿真優化。本設計利用IOA虛擬工廠,可以降低實際產線的運行成本,優化生產結構。
參考文獻
[1]黃敏楷.工業自動化控制的現狀和發展趨勢分析[J].山東工業技術,2018(16):51
[2]唐廣耀.基于RFID的智能倉儲控制系統設計[D].銀川:寧夏大學,2016:12-18
[3]李金桐.基于PLC的上卸料自動化生產線系統研究[D].天津:天津科技大學,2020
[4]趙丹丹.基于數字孿生的機械加工智能生產線研究[D].天津:天津職業技術師范大學,2021
[5]王凱.基于數字孿生的機器人裝配系統實驗研究[D].銀川:寧夏大學,2022























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...